In this first period, the flexible 3D Servo Press was dimensioned and designed as a research version in project B2. The manufacturing process of various machine components has started. Selected process examples show that so-called multi-technology machines like the 3D Servo Press are able to produce small margins of customer-specific components in a more economical way than conventional single technology systems.
Summary
The transfer project T3 titled “The 3D Servo Press – from a research version to an industrial standard machine” was completed on 31.12.2015.
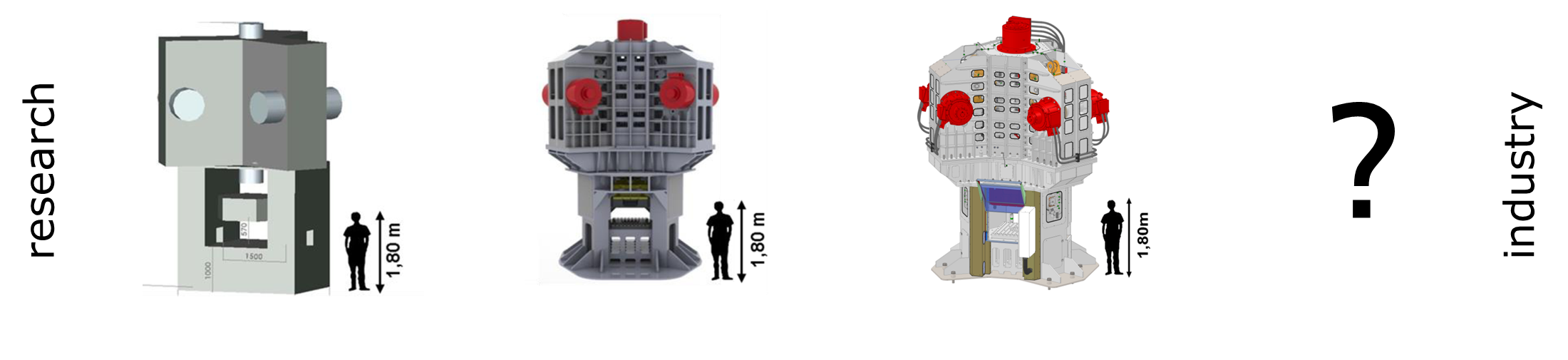
In terms of the project, four industrial partners cooperated with PtU and thus representing four different industry sections. Besides one press manufacturer, three producing companies investigated, to which extent the flexibility of the 3D Servo Press can be transferred to the surrounding conditions of the industrial practice and which possibilities arise to transfer the 3D Servo Press to the given industrial requirements. [Figure 1]
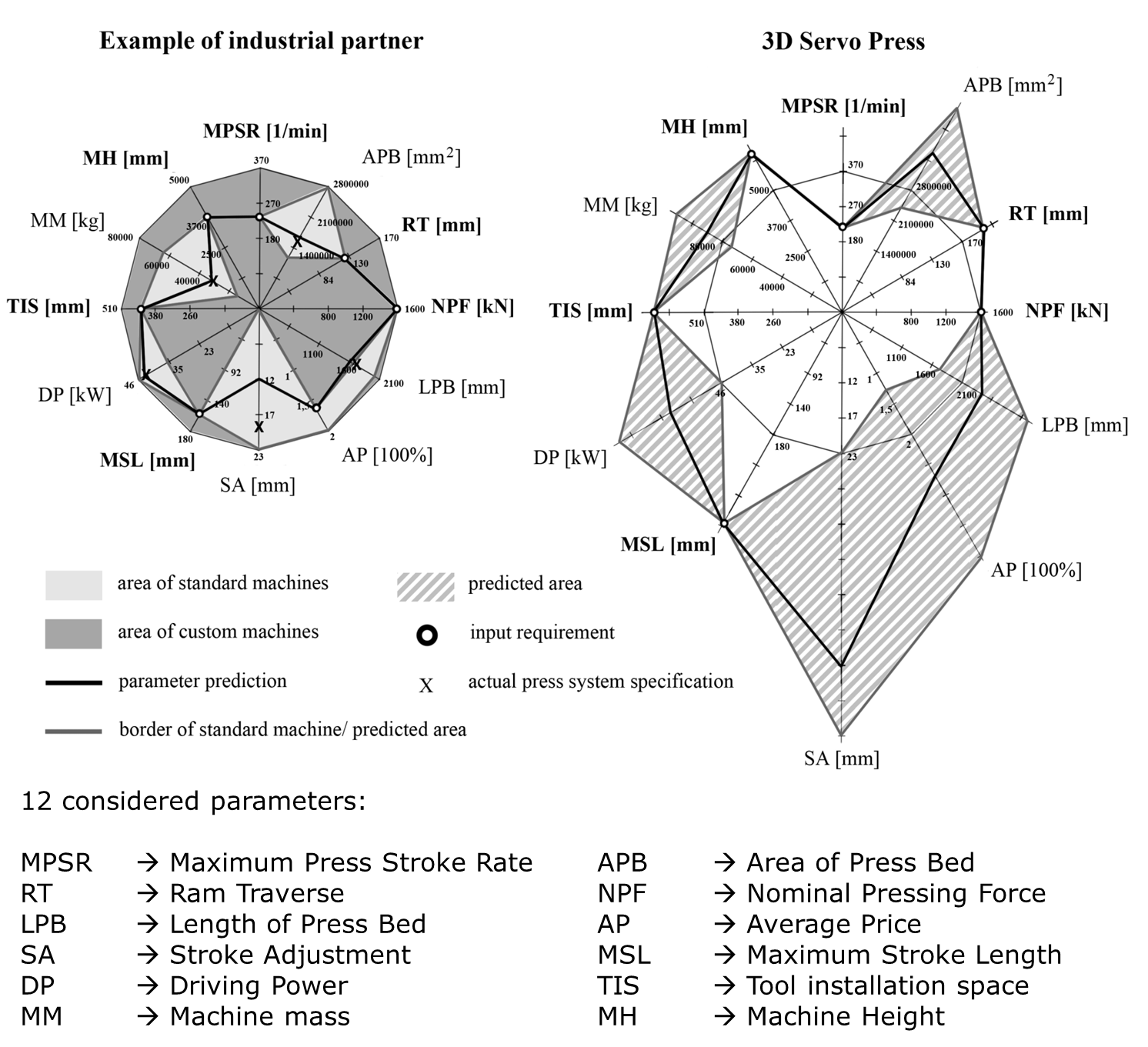
A press configuration tool was developed in cooperation with the press manufacturer. This tool can be used for calculating new press configurations basing on only few input requirements and thus gives the press designer an overview on the press to be developed by using only little information. The tool gives the possibility to shorten the time and effort necessary for press design as well as to determine the field of press design (standard or custom machine) before the actual design task began.
The three producing companies represent three different sections of industry (see [Figure3]). Besides one company from the field of bulk metal forming, one company from the field of sheet metal forming as well as one from the field of sintering cooperated with PtU. The cooperation aimed for the investigation of different existing processes concerning their flexibility potential. These processes should be applied on the 3D Servo Press to expand its process limits.
In the field of bulk metal forming the investigations focused on reducing process steps in the production of parts with a high forming degree through controlling the material flow (see [Figure 4]). To control the material flow, the three additional degrees of freedom in the press ram were used while forming. As a result, the maximum of the stress as well as the maximum strain could be reduced by controlling the material flow. In addition, the pressing force can also be reduced by an optimal filling of the form and thus avoiding cross material flow.
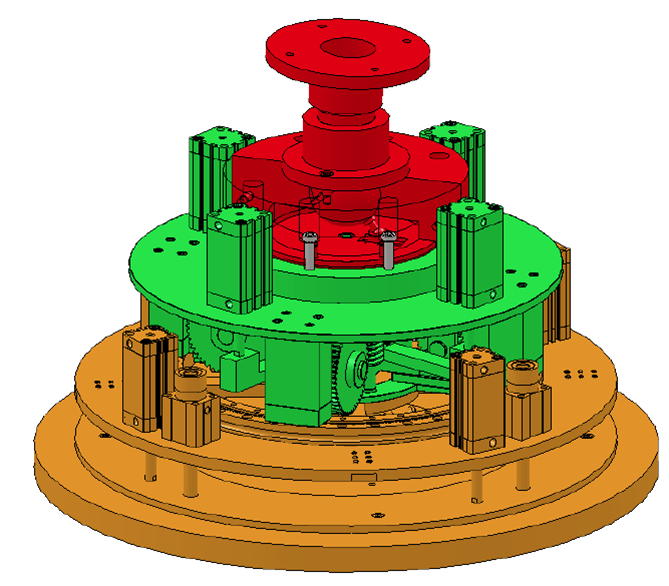
The possibilities for an automatization of a metal spinning process of platinum pots were investigated for the field of shield metal forming. Fluctuations in material properties as well as a high diversity of the platinum pots inhibited an economically and automated production yet. Therefore todays production process is mainly performed by hand. In terms of the transfer project, a tool for an incremental orbital forming process was designed and dimensioned to enable an automated pot production with different dimensions (see [Figure 5]). The required tool movement was enabled by the utilization of the three degrees of freedom in the press ram.
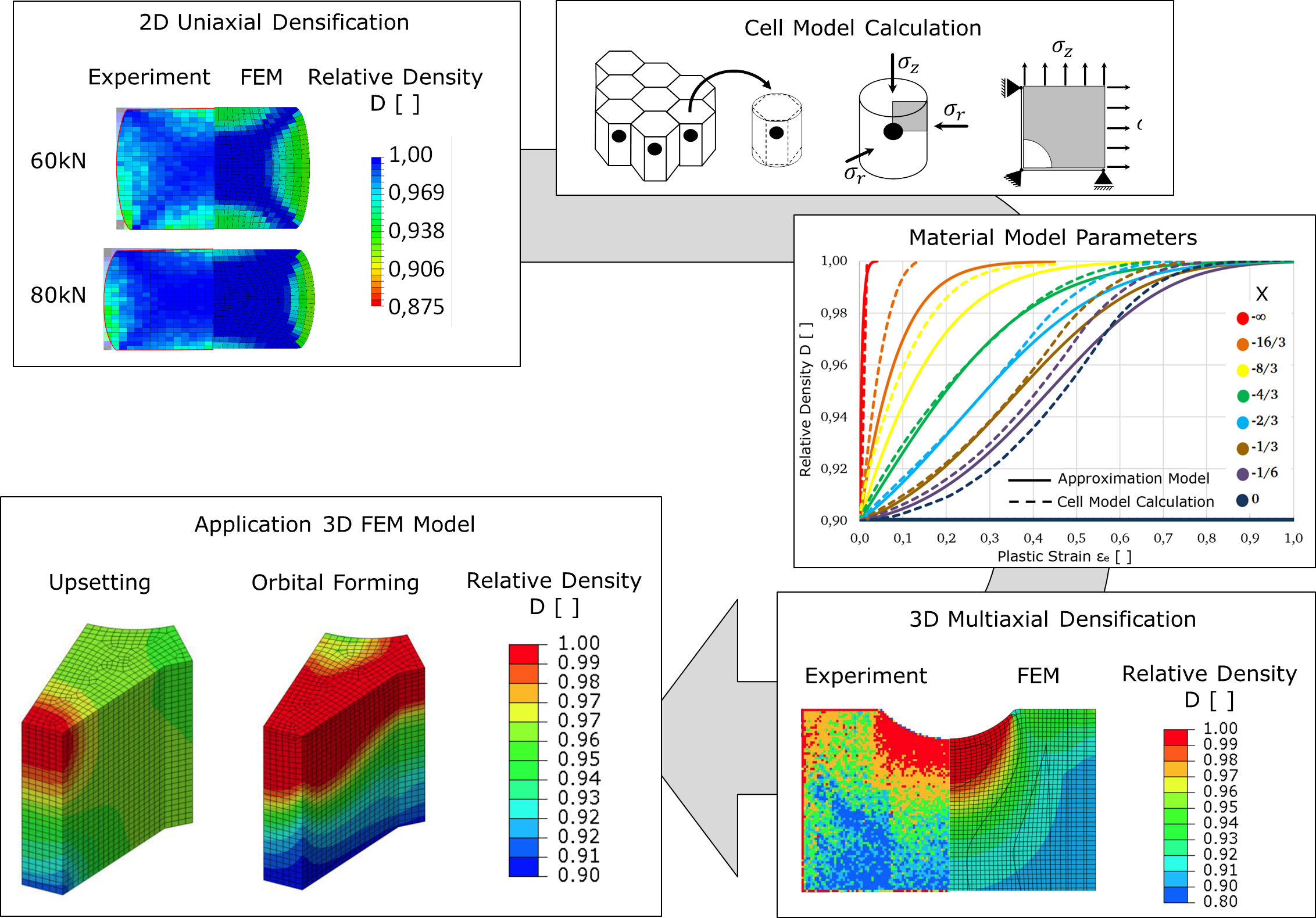
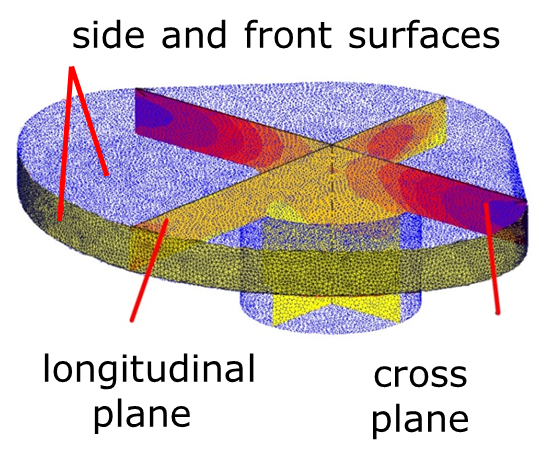
Investigations in the field of sintering focused on reducing the remaining porosity at heavily loaded sections of sintered bevel gears by using the additional degrees of freedom of the press ram. Therefor a simulation model was developed in Abaqus and used for investigating the process of repressing (see [Figure 6]). As a result of the simulations it can be stated that the porosity of critically sections could be decreased to almost zero.
Subproject Managers
| Photo | Name |
|---|---|
|
G
| Prof. Dr.-Ing. Dipl.-Wirtsch.-Ing. Peter Groche |

