Thus, uncertainty in machine and product states shall be controlled for the entire production period. Furthermore, the imprint of features during the controlled forming process will be examined which enables the traceability of each individual part.
Motivation
Fluctuating semi-finished product properties and production conditions in forming processes cause an uncertain product quality. In addition, a volatile product demand on the sales market constitutes new challenges for classical forming technology with its low flexibility and high investment costs. The development of the 3D Servo Press represents a new technology with the possibility of increasing the flexibility of forming processes. This allows process chains to adapt to the rapidly changing markets without having a drawback in quality.
Aim
The focus in the first two funding periods to control uncertainty was to increase the flexibility and actively control forming processes. These form the basis for the scientific questions in the third funding period. By developing new processes and the 3D Servo Press it was possible to control different product properties during the forming process. The aim is to predict these product properties during the process run time and to ensure the quality of each individual product by means of individual process adaptions. In addition, requirements for process time, energy and force are also taken into account in the control in order to achieve a high degree of adaptability to changing production conditions while maintaining the same quality.
Approach
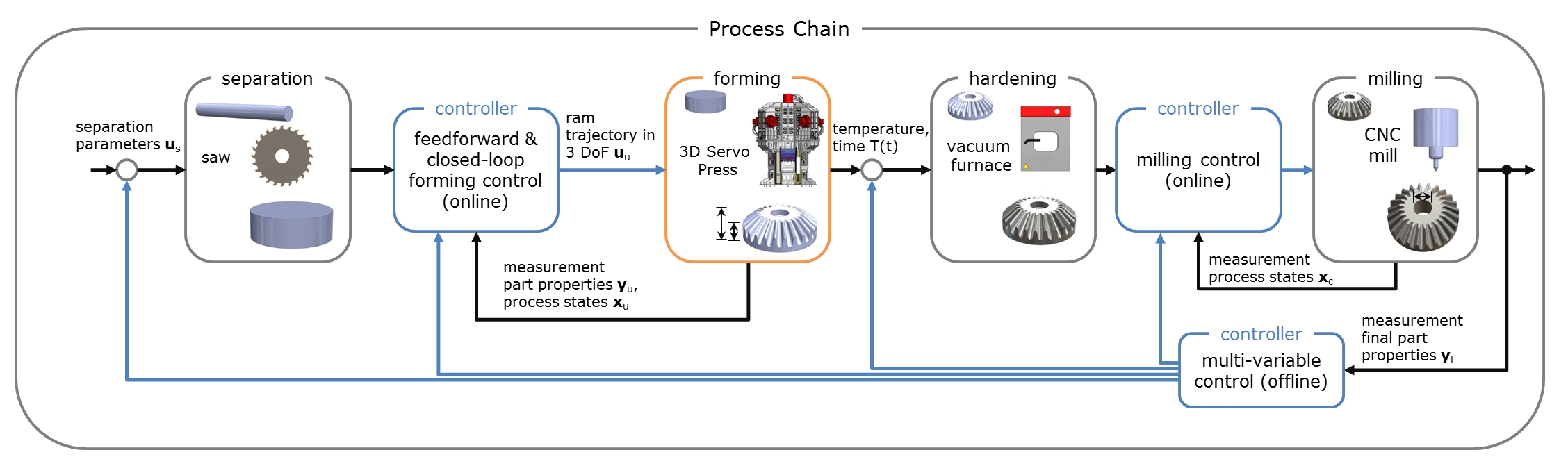
The methods developed for individual production processes are applied to a process chain across forming processes which takes into account the propagation of uncertainty and aims to control uncertainty holistically. In the respective process steps, relevant information is obtained for the subsequent processes in order to compensate for the effects of detected disturbances in the next process by means of a model-based control. An external control loop addresses the uncertainty which cannot be controlled isolated in each individual process (figure 1). Additionally, the flexibility of the 3D Servo Press is utilized to imprint distinguishable features into components and thus provide the basis for the traceability of parts. This allows to assign deviations in product properties to individual steps in the process chain.
Subproject Managers
| Photo | Name |
|---|---|
|
G
| Prof. Dr.-Ing. Dipl.-Wirtsch.-Ing. Peter Groche |

