Damit soll Unsicherheit in Maschinen- und Produkteigenschaften über die gesamte Produktionsdauer beherrscht werden. Des Weiteren wird untersucht, inwiefern durch die Regelung von umformenden Prozessen einzigartige Merkmale in die individuellen Bauteile eingebracht werden können, die eine Rückverfolgbarkeit ermöglichen.
Motivation
In der Umformtechnik existiert zum einen Unsicherheit in der Produktqualität, welche sich aufgrund schwankender Halbzeugeigenschaften und Produktionsbedingungen einstellen. Zum anderen stellt die volatile Produktnachfrage am Absatzmarkt die klassische Umformtechnik mit ihrer geringen Flexibilität bei hohen Investitionskosten vor neue Herausforderungen. Mit der Entwicklung der 3D-Servo-Presse entstand eine neue Technologie mit der Möglichkeit, die Flexibilität von Umformprozessen zu erhöhen. Damit können Prozessketten an den schnell veränderlichen Absatzmarkt angepasst werden, ohne Einbußen bei der Qualität hinnehmen zu müssen.
Zielsetzung
Die in den ersten beiden Förderperioden gesetzten Schwerpunkte zur Beherrschung von Unsicherheit durch Erhöhung der Flexibilität und Regelung von Umformprozessen bilden die Grundlage für die wissenschaftliche Fragestellung in der dritten Förderperiode.
Mit den in der zweiten Förderperiode entwickelten Verfahren und der 3D-Servo-Presse ist es möglich, im Umformprozess unterschiedliche Bauteileigenschaften zu steuern. Ziel ist es, diese Bauteileigenschaften schon während der Prozesslaufzeit zu prädiktieren und durch individuelle Prozessanpassung die Qualität eines jeden einzelnen Bauteils sicherzustellen. Zudem werden auch Anforderungen an Prozesszeit, -energie und -kraft in der Regelung berücksichtigt, um bei gleich bleibender Qualität eine hohe Anpassungsfähigkeit an sich verändernde Produktionsbedingungen zu erreichen.
Vorgehensweise
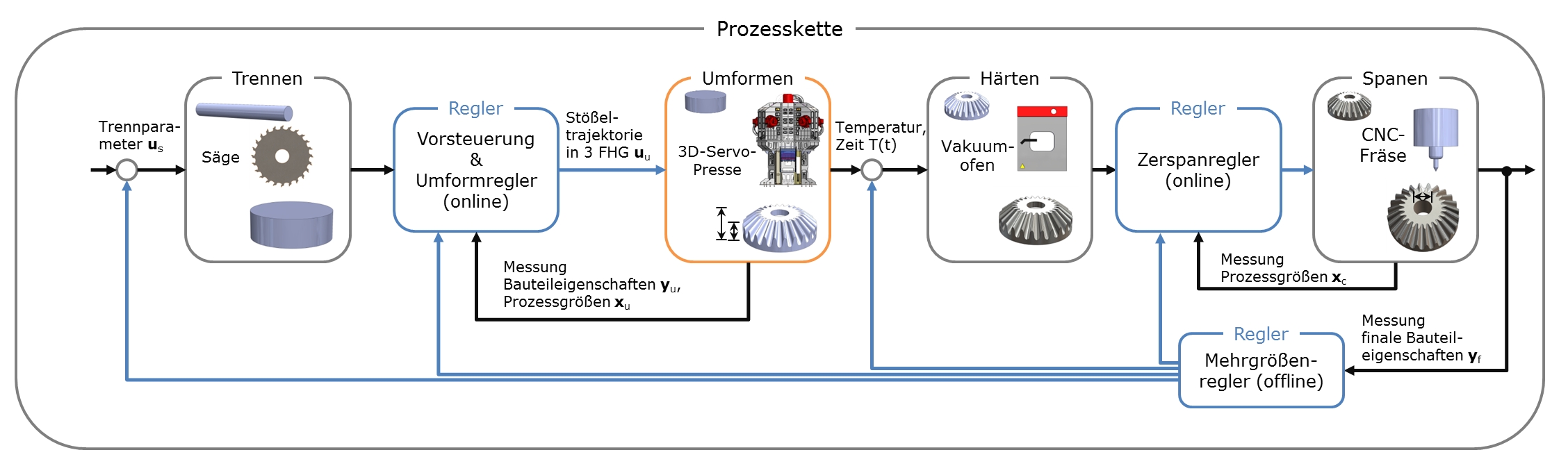
Die für einzelne Produktionsprozesse entwickelten Methoden werden über Umformprozesse hinweg auf eine Prozesskette angewandt, wodurch die Fortpflanzung von Unsicherheit berücksichtigt und ganzheitlich beherrscht wird. In den jeweiligen Prozessschritten werden relevante Informationen für die nachfolgenden Prozesse gewonnen, um die Auswirkungen von detektierten Störungen im nächsten Prozess durch eine modellbasierte Vorsteuerung zu kompensieren. Durch einen äußeren Regelkreis über alle Prozessregelkreise hinweg wird diejenige Unsicherheit beherrscht, die in einzelnen Prozessen isoliert nicht beherrschbar ist (Abbildung 1). Zusätzlich wird die Flexibilität der 3D-Servo-Presse genutzt, um unterscheidbare Merkmale in Bauteile einzubringen und somit die Grundlage für eine Rückverfolgbarkeit von Einzelteilen zu schaffen. Dies ermöglicht es, Abweichungen in Bauteileigenschaften einzelnen Schritten in der Prozesskette zuzuordnen. Weiterhin wird die Regelung von Bauteileigenschaften innerhalb der Prozessgrenze des Umformprozesses erweitert.
Teilprojektleiter
| Foto | Name |
|---|---|
|
G
| Prof. Dr.-Ing. Dipl.-Wirtsch.-Ing. Peter Groche |

